
光纤激光切割机6000瓦视频-光纤激光切割机6000瓦|恩施市|巴东|咸丰|鄂州|武汉|荆州|十堰|黄石
更新时间:2025-06-08 06:07:36
Tags: 激光切割机


想知道激光切割机产品有多棒?看视频就够了,它比千言万语都更有说服力!
| 产品参数 | |
|---|---|
| 产品价格 | 电仪/台 |
| 发货期限 | 3天 |
| 供货总量 | 999 |
| 运费说明 | 供方支付 |
| 范围 | 总部设立于【武汉],服务网络覆盖湖北省 恩施市 武汉市、宜昌市、黄石市、襄阳市、荆州市、十堰市、荆门市、鄂州市、孝感市、咸宁市、随州市、黄冈市 利川市、建始县、巴东县、宣恩县、咸丰县、来凤县、鹤峰县等区域。 |

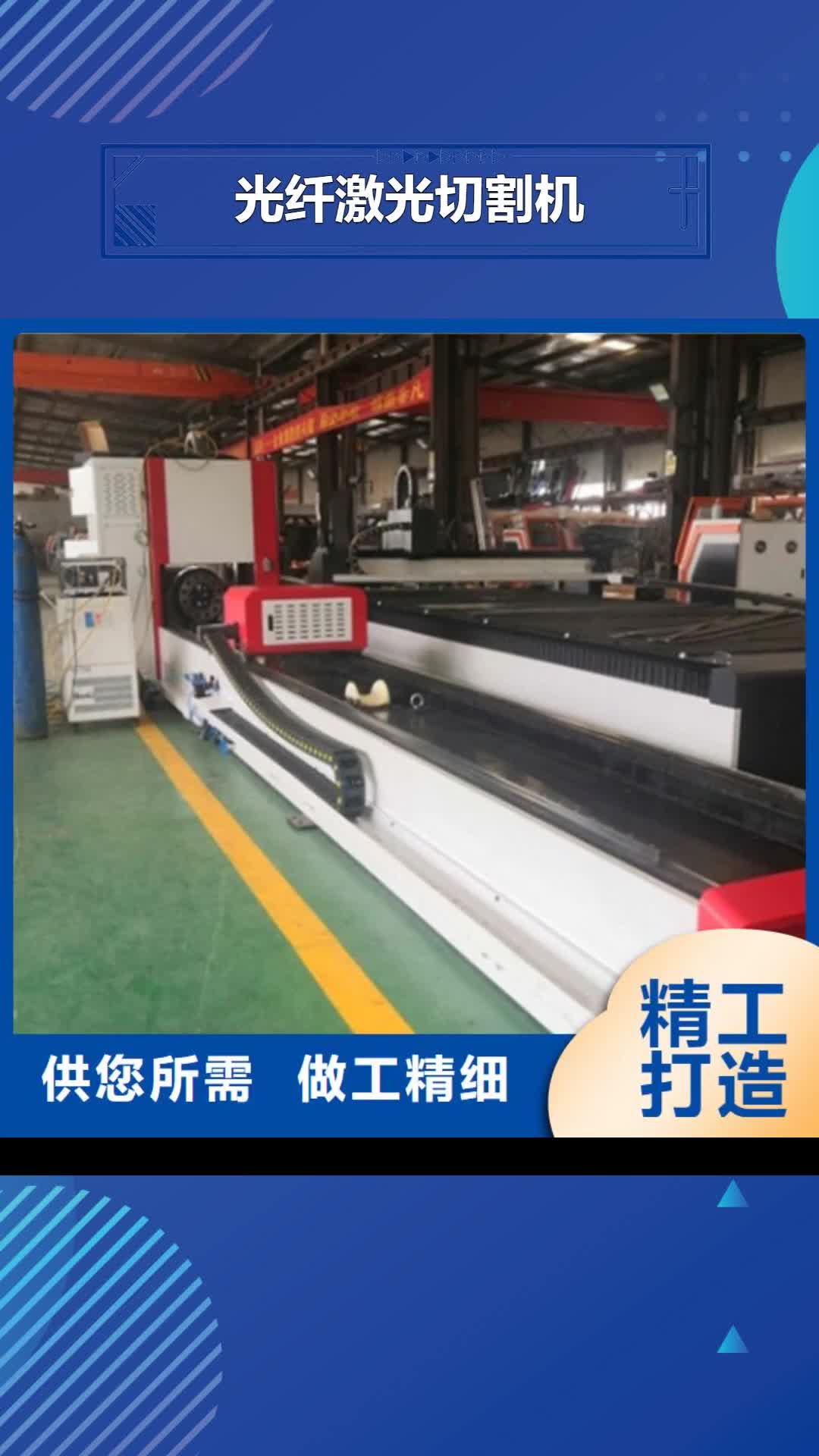
激光切割机【武汉华宇诚数控科技(恩施市分公司)hy120505453789-6】是一家激光切割机制造的专业工厂,集研发、设计、生产和销售于一体,AWj9vQG3S新闻资讯,我司生产的激光切割机规格齐全,质量过关可放心选购。联系人:,地址:江夏区庙山工业园特1号。

从现代激光切割、焊接机的应用领域和用户提出的技术要求来看,激光切割、焊接今后的发展方向无疑是高功率、大幅面、率、一次成型、高智能化。
这里主要阐述的是CO2激光切割机和光纤激光切割机加工的不同之处:
首先,作为主流的传统的激光切割、焊接设备都采用CO2激光器,可以稳定切割20mm以内的碳钢,10mm以内的不锈钢,8mm以下的铝合金。光纤激光器在切割4mm以内的薄板时优势明显,受固体激光波长的影响它在切割厚板时质量较差。激光切割机也不是 的,CO2激光器的波长为10.6um,固体激光器如YAG或光纤激光器的波长为1.06um,前者比较容易被非金属吸收,可以高质量地切割木材、亚克力、PP、有机玻璃等非金属材料,后者却不易被非金属吸收,故不能切割非金属材料,但两种激光在碰到铜、银、纯铝等高反射材质时都无可奈何。
其次,正是由于CO2和光纤激光两者的波长相差一个数量级,前者是不能用光纤传输的,后者可以用光纤传输,大大增加了加工的柔性化程度。早期在光纤激光器推出市场之前,为了实现三维加工,我们采用光关节技术通过高度精密配合的动态的组合反射镜系统将CO2激光导到三维曲面表面,实现CO2激光的三维加工,这种技术因为国内精密加工技术的限制主要掌握在极少数欧美发达 手里,价格昂贵,维护要求高,在光纤激光的市场份额逐渐扩大的同时已经逐渐失去其市场。而光纤激光由于它可以通过光纤传输,柔性化程度空前提高,特别是针对汽车行业,由于基本上都是1mm左右的薄板曲面加工,光纤激光配合同样柔性化的机器人系统,成本低,故障点少,维护方便,速度奇快,当仁不让地稳稳占领了这块市场。
再次,光纤激光的光电转化率高达25%以上,而CO2激光的光电转化率只有10%左右,在电费消耗、配套冷却系统等方面光纤激光的优势相当明显,要是光纤激光的生产厂家更多一些,价格再合适一点,并解决了厚板切割工艺,CO2激光受到的威胁将会是巨大的。不过,光纤激光作为一种新兴的激光技术,普及程度远远不如CO2激光,其稳定可靠性、售后服务的便利性还有待市场的长期观察。
值得一提的是,根据国际标准,激光危害等级分4级,CO2激光属于危害小的一级,而光纤激光由于波长短对人体由于是眼睛的伤害大,属于危害 的一级,出于考虑,光纤激光加工需要全封闭的环境。

随着厨具行业竞争的白热化,对于专业设计、制造、销售商用厨房设备,承接大型宾馆、酒店、学校的厨房设备工程的厨具制造公司而言,也面临着在加工工艺上的革命性,现有剪板机、折弯机、冲床、转塔冲、等离子切割机等设备已无法为企业提供强有力的竞争优势。
厨具行业面临产品更新周期短,厨具工程个性化需求高,多是单件生产。不锈钢下料需要各种异型孔和裁剪曲线边,冲床和转塔冲不能进行任意形状的开孔,等离子切割机下料精度达不到要求等因素导致陈旧的加工设备不仅依赖划线师傅,钣金下料师傅的技能水平,更是费工费料费时,致使成本费用一直居高不下。
某一专业厨具公司采用高能金属激光切割机加工后,所有单件的钣金下料全部由激光切割机完成,减少了划线师傅、钣金下料工人数,免去了人工成本不断上涨的压力,工作效率也大大提高。每月节省的数万元外协加工费,不到一年,基本就能收回激光切割机的投资费用。
厨具是家庭必需生活用品,随着人们生活水平的不断提高,对家用厨具的要求也日益增加。我国的厨具市场还属于朝阳产业,进入一个从快速增长到逐渐成熟的质变阶段,市场空间极大,激光切割机的优势也越来越明显,广为大家所认可。

购买激光切割机之前怎样检测质量好坏 很多企业在购买激光切割机之前都想知道自己购买的激光切割机质量到底如何,这就需要大家在选择激光切割机之前对激光切割机的质量好坏做一个检测,那么如何检测激光切割机的质量呢?我们来一起了解一下。
激光切割机质量受到各种因素的综合影响,为了获得理想的切割质量,各个切割参数被限制在一个狭窄的范围内,目前仍只能靠反复的实验来摸索不同条件下合理的切割参数,不仅费时费力,而且无法对切割过程中的扰动因素作出响应。如何在不同的切割条件下迅速寻找到的切割参数并使之在切割过程保持稳定显得尤为重要。因此,有必在研究对激光切割质量进行在线检测并实时控制的方法。
高质量激光切割主要的指标就是无切割缺陷且切割面粗糙度值小,所以实时检测的目标应能识别切割缺陷并能检测到反映切割面粗糙度的信息,其中以获得粗糙度的信息重要,难度也。
在对切割面粗糙度检测方面,重要的研究成果就是发现切割前沿光辐射信号脉动频谱的主频等于切割面切割条纹的频率,而切割条纹的频率与粗糙度相关,这样用光电管检测到的辐射信号就与切割面粗糙度联系起来。这种方法的特点是检测设备和信号处理系统较简单,检测和处理的速度快,但这种方法也是有不足之处的。
所提取的激光切割机前沿光辐射信号的频谱和主频,只与切割面上部切割条纹相关,不反映下部切割条纹的情况,所得到不提有价值的信息。因为一般切割面(很薄板材的切割除处)都分上、下两部分,上部切割条纹整齐、细密,粗糙度小;下部切割条纹紊乱,粗糙度大,越靠下越粗糙,至近下缘达粗糙度值。而检测信号只反映质量区域的情况,不反映下部质量差的情况,更不反映近下缘质量差的信息,以它作为切割质量评价和控制的依据是不合理的,也是不可靠的。










大家都爱看





